 当前位置:
当前位置:功率密度和转矩密度不断提高,大家逐渐认识到了油冷电驱动的优势,各家主机厂都开始积极布局油冷电驱动的研发。在去年的上海车展上可以看到各种油冷的解决方案的黑层出不穷。针对端部喷淋方案来说总体分为两大类:以prius为代表的油管或壳体直接喷淋(如图1.1-1.4);还有一种就是以
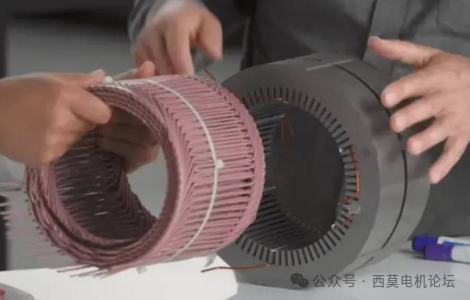
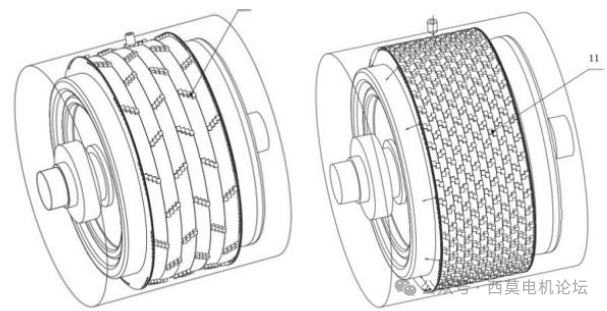
早期Tesla油冷系统应用于圆线电机,后续该技术也通过迭代优化成功应用于大家熟知的10层扁线 Tesla圆线Tesla扁线电机
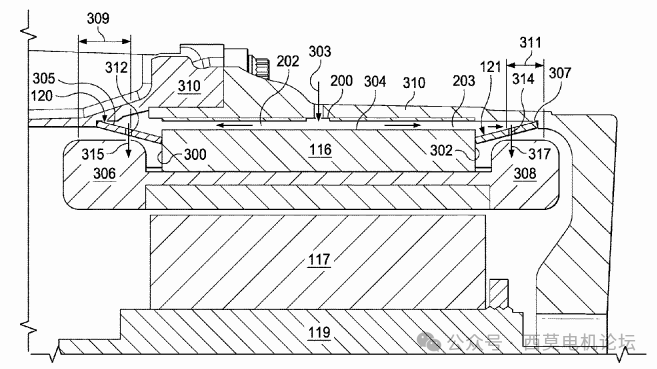
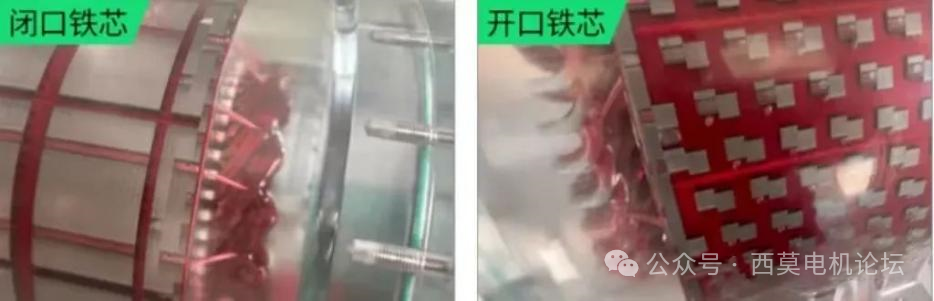
该技术方案最大的特点就是在定子铁芯表面开有162个方形油道,与机壳过盈形成油路。并在定子两端各设置有喷油环,对绕组端部进行喷淋冷却。

(如图2.3)冷却油从壳体310的进油孔303进入定子铁芯116的环状凹槽200,油流从定子表面的方形油道202、203沿轴向流入铁芯前后端部,再通过前后喷油环120、121的喷油孔315、317喷淋在绕组端部
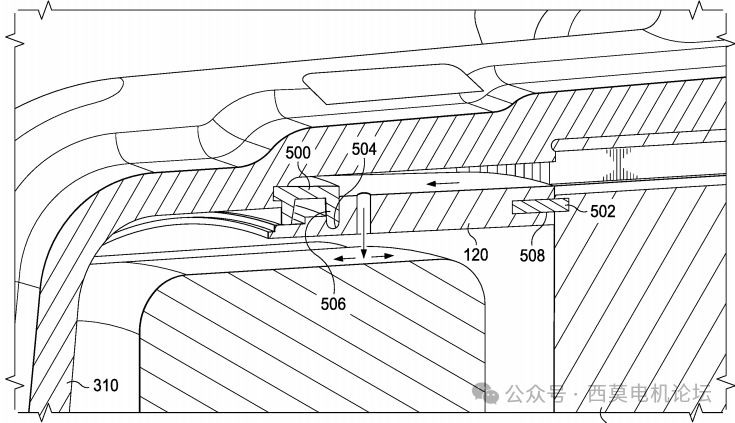
(如图2.4)显示出了喷油环和密封件的装配关系,密封圈500通过凸起506装配在喷油环的凹槽504中,并与壳体挤压形成密封腔体。密封圈502装配在喷油环凹槽508中,使冷却油从方形油道出来后可以全部通过喷油环喷射在绕组端部,避免油泄露到气隙中。
Tesla通过定子铁芯轭部方形油孔结构实现了铁芯冷却,避免了机壳的复杂油路设计降低压铸成本,并通过中间进油两端出油的方式保证了前后冷却流量和温度的一致性。但铁芯的冷却路径较短能带走的热量有限。从(图2.2)可以看出Tesla在扁线电机的方案改为了从一侧进油的冷却方式,铁芯改为错叠压装,轴向水平的流道变为S形流道,目的就是为了增加铁芯与冷却液的接触面积,提高铁芯内部的散热系数。同时也可以减掉中间段进口油的外径偏小的冲片
pin,(如图3.1、图3.2)将绕组进行单独编制后再嵌入定子铁芯中,端部绕组成型无焊点一致性非常好,只有与逆变器
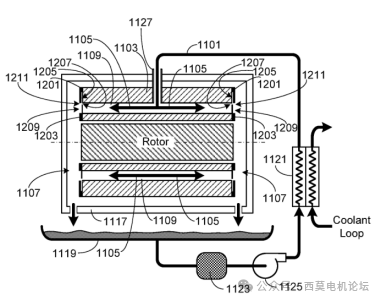
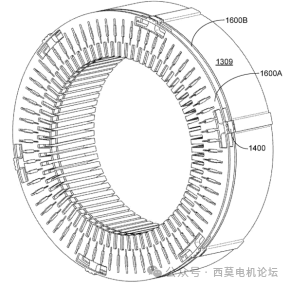
我们来看下该方案的具体内容,(如图3.4、图3.5、图3.6)冷却油1101从铁芯1103的中间段进入铁芯内部,再沿着冷却通道1105和冷却通道1109轴向流两端。最后1109排出的冷却剂1101穿过由叠片1205形成的冷却通道1207,和叠片1203形成的1211喷淋在定子端部1107。该定子铁芯通过四种不同结构的铁芯冲片,按照一定规律叠压,最终形成了内部的轴向喷油油道。从中间到端部冲片类型分别为:冲片一、冲片二、冲片三、冲片四、冲片三
(如图3.7)第一类叠片1400为最中间段铁芯,其铁芯外径小于其余类型铁芯外径,通过键槽1313形成圆周方向6个进油槽,键槽1313提高了整个叠片刚度的同时使定子叠片更容易组装,且方便用于叠片的焊接。

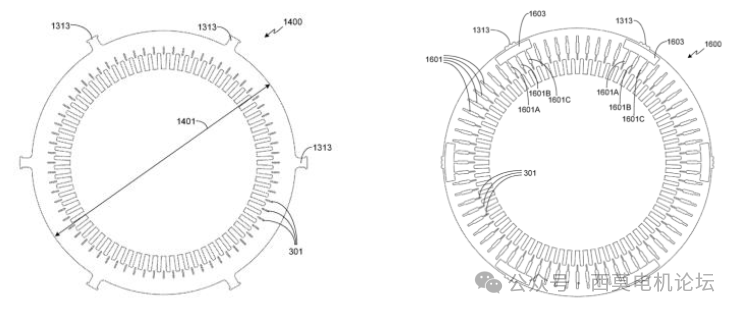
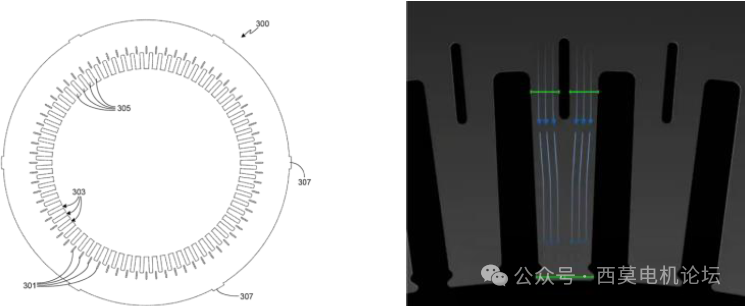
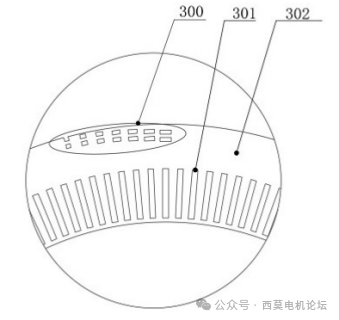
(如图3.10)第三类叠片300为主要导油段铁芯和端面喷淋端铁芯,冷却液经过第二类叠片从导油孔301进入铁芯靠近齿部的位置形成轴向主油道。当然这种做使铁芯的齿部磁密提前饱和,Luicd的电磁结构上设计得很巧妙。(如图3.11)定子为平行槽结构,这意味着正常情况齿根比齿顶有效宽度要宽一点,通过齿部靠近根部的位置开槽使齿根和齿顶的有效宽度基本一致,这样就可以尽量避免对磁路造成影响。当然从图片我们也可以发现该磁路设计,槽宽较小,必然导致铜的有效面积减小电阻增大,所以要通过靠近槽内的铁芯轴向冷却,使铜线保持较低的温度来减小电阻。
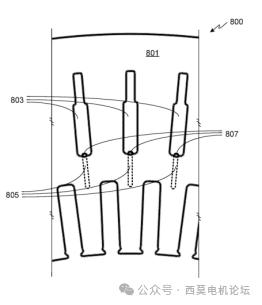
(如图3.12)第四类叠片800为过渡段铁芯,从端部看该规格冲片只有几片,通过导油孔803与第三类叠片的导油孔805配合构成喷油孔807,通过减小喷油孔径大小来使冷却液有较高的流速从喷油孔喷出形成油柱。
电阻值升高。如何做到冷却性能和电磁性能相互平衡是最重要的一点。同时Lucid大胆的设计设计理念是值得我们学习的。
(如图4.3、图4.4)冷却液从进油口7进入定子中间段,并沿着定子铁芯2的外表面冷却通道5流通,实现对定子铁芯2表面降温,再通过第二类冲片旋转叠压构成的喷油部件3,形成阶梯型喷油通道4,使冷却液可以倾斜喷射在绕组端部。并在重力作用下,冷却液流经下半部分定子绕组6和绕组内表面,对定子绕组进行降温。其喷油通道4与定子铁芯轴线
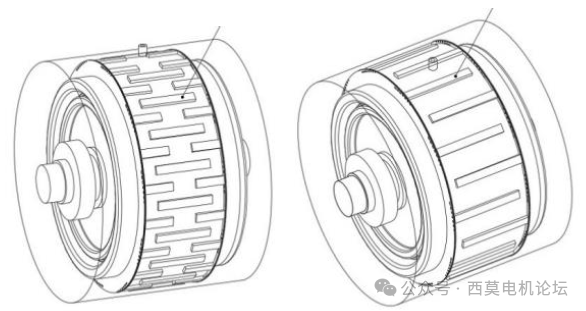
(如图4.5-4.8)中间段定子铁芯通过在铁芯外表面设置凸台结构来形成外表面流道5,铁芯通过1至两种冲片规格,分组旋转或翻转的压装组合,来使铁芯外表面形成图示中的8字形、S形、X形等流道,在实际
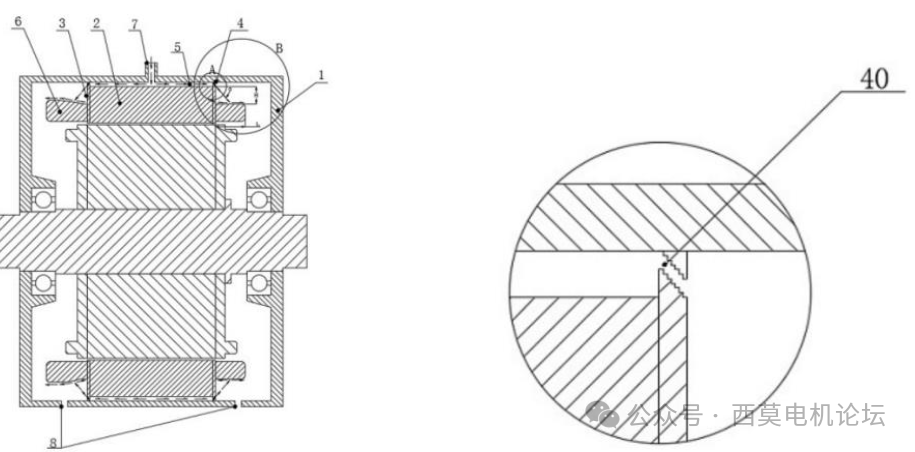
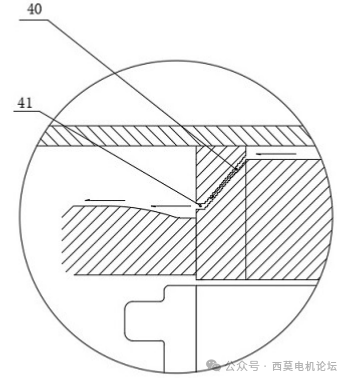
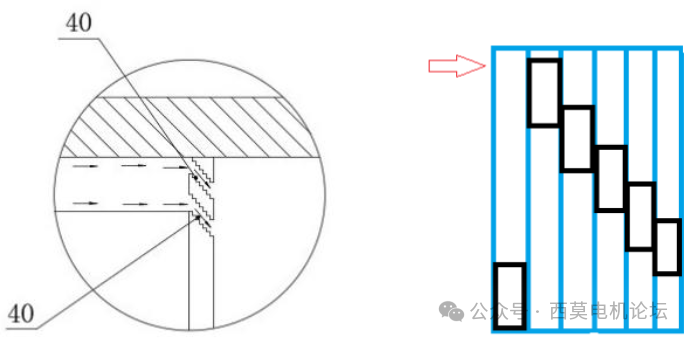
(如图4.9-4.11)端部喷油部件由第二类冲片旋转叠压构成,第二类冲片在靠近外径的部位设置有距圆心不同高度的喷油孔300。相邻冲片分别旋转β角,使多个喷油孔40至圆心的距离依次增大,形成阶梯状的喷油通道,并把中间段铁芯槽表面的冷却油引入喷油孔40。
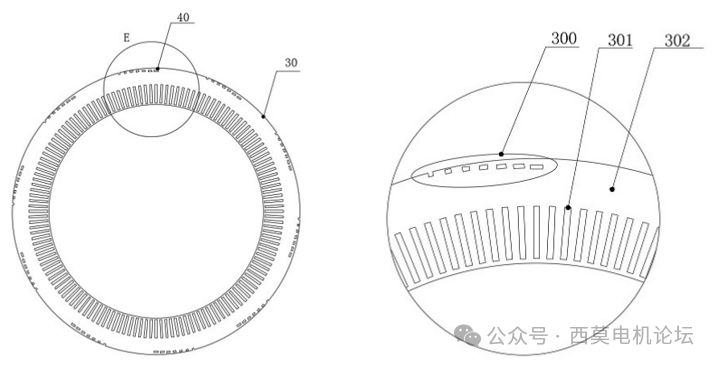
(如图4.12-4.13)当然喷油孔可以成多组设计,可以增大冷却油的喷淋面积。(如图4.14)冲片旋转叠压并不能使每个油道形成阶梯形结构,冲片的数量和旋转角度会导致有些油孔被阻挡,无法形成流道。为了避免端部可以导通的喷油孔数量过少,在专利CN114337106B中进行了优化。
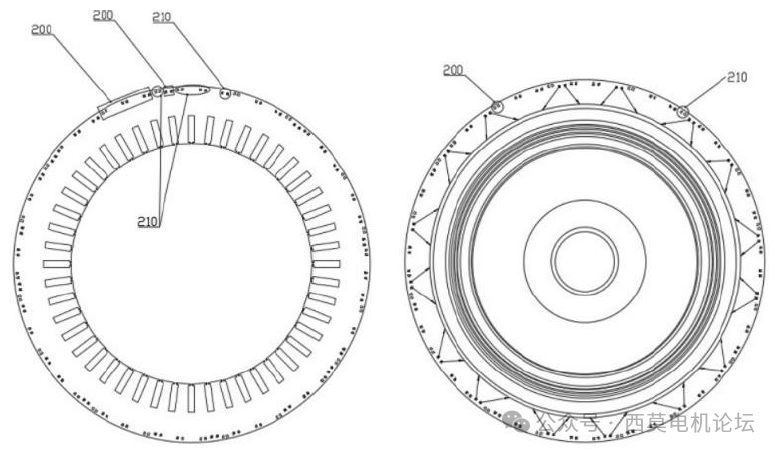
(如图4.15、图4.16)冲片靠近外径端的一侧均设置有第一类喷油孔200和第二类喷油孔210,第一类喷油孔200位于槽的正上方,第二类喷油孔210均位于齿的正上方。第一类和第二类喷油孔又分别有4组沿圆周排布的双孔结构,且每组双孔距圆心距离依次减小。第二类油孔210的第一组油孔设置于第一类油孔200的第三、四组油孔之间。上述轴向相邻的硅钢片之间分别旋转nβ角进行装配,最终形成16组32个可以导通的喷油孔。可以发现只有第一类和第二类的第四组喷油孔也就是最靠近圆心的一组孔可以喷油,且在圆周方向交替布置,其他油孔均无法形成导通油路。
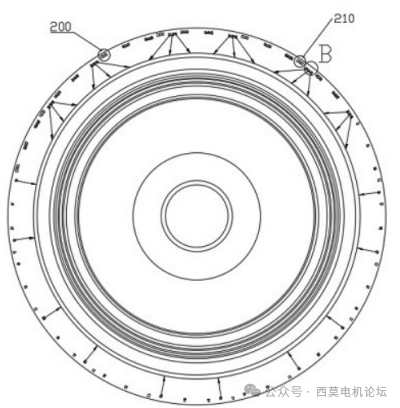
(如图4.17)可以通过改变每组喷油孔的数量来改变流量分布。设置于电机上方的喷油孔的数量大于电机下方的喷油孔数量。电机上方的冷却介质会在重力的作用下流淌到电机下方对绕组进行散热,弥补减少油孔带来的影响。
博格华纳的向心油路系统无需油管、喷油环、密封圈等其他油路零部件,装配简单,能够有效降低系统成本。并且利用定子外表面的凸台结构形成较大的散热面积,并可以将冷却油由层流变为湍流,提高了散热系数。油路开槽开孔均在铁芯轭部位置,对电机的电磁性能影响较小。冷却采用串联结构,冷却油对铁芯进行冷却后全部喷淋到绕组端部,冷却流量相比油管并联喷淋方式需要的冷却流量更小。当然该冷却系统需要在定子外圈增加数量较多的小孔,来保证形成可以流通的梯形通道,这可能导致定子在滴漆时油孔被浸渍漆堵住。(未完待续)
p6 J) N) w l* {* e; m# G6 O# Y! B- I( g5 D1 p_热电偶的
上的控制应用;列举了几种不同的直接转矩控制模式(DTC)及具有直接转矩控制模式的ABB变频器。
的厂家来说,会碰到各式各样的问题,其中对于防止机油和水的入侵也是一大问题之一!森默小编收集了一下客户使用时所遇到的问。

 one@juli-china.com
one@juli-china.com